

先日、プラスチック射出成型機を個人輸入(※)しまして、その後テスト射出(※)もしましたので、
今回はCNCフライス盤を使って、見様見真似でオリジナルの金型を作成してみます。
今回作成する金型で作るのは、この

緊急用ホイッスルカード
です。
テレビでおなじみの明和電機様にも褒めて頂いた(※)やつです。
この緊急用ホイッスルカードは折り曲がる所(ヒンジ)がありまして、射出成形なら作成可能ですが、3Dプリンターでは再現出来ません。
射出成形には、おあつらえ向きです。
なお、射出成形に適するように改良しましたので、前回から形状が少し変わってます。
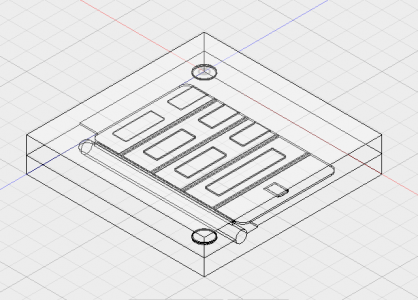
まずは金型をCADで設計します。
CADとは、実物を設計するのに使う3Dソフトです。
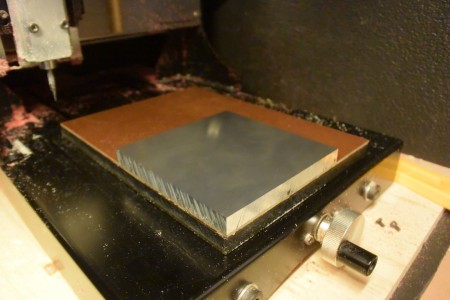
また、今回使用する材料は、アルミ合金の一種のジュラルミンです。
アルミ合金の金型は少々柔らかいですが、そこまで大量に作ったりする事はないので、大丈夫でしょう。

削っていきます。
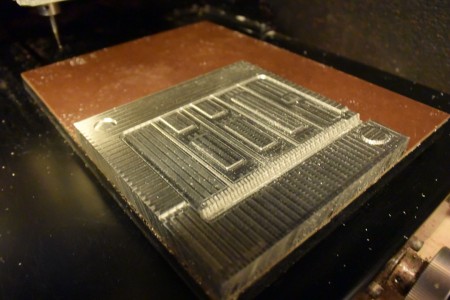
片面が完成しました。
同じ様に、

もう片面も作成しました。

縞模様が見えますが、刃が通った跡の細かい傷が光を反射しているだけで、見た目に反して凹凸は殆どありません。

カポッと。
合わせるとこの様にガッチリと噛み合います。
うーん、完璧。

先日個人輸入した、この手押しの射出成型機で射出します。
流し込むプラスチックはポリプロピレンを使います。
レバーを渾身の力で押します。

金型を取りだしてみます。
どうでしょうか!?

…あれ?
スプルーと呼ばれる樹脂の通り道はちゃんと通ってますが、
製品の所には、ほとんど樹脂が届いていません。
射出成型機の説明書にショートショットと書かれている現象です。
ちなみに金型を温めたり、色々と条件を変えて何度かやりましたが、結果は同じでした。
手押しなので圧力には限界があります。ゲート(製品との境目)部分が細過ぎたのかもしれません。
残念ながら一回目のオリジナル金型での射出は失敗でした。
でも作った金型はちゃんと噛み合いましたし、スプルー(通り道)にはちゃんと樹脂が入ったので、少し希望は見えてきました。
なお、今回失敗したジュラルミンの板は2枚で二千円でした。僕の主食である198円弁当(※)で言うと10食分です。痛いです(>_<。)
今回はこんな所で。続きます。では(^-^)/
——–
(追記)