

どーも(^-^)/岡本です。

先日、アメリカからプラスチック射出成型機(The PIM-SHOOTER™ Model 150A PLASTIC INJECTION MACHINE)を個人輸入した話の続きです。
プラスチック射出成形機とは、金型に溶かしたプラスチックを圧力をかけて流し込んで、プラスチック製品を作る機械です。
金型の作成はCNCフライス盤という加工機を使う予定ですが、
今回は、
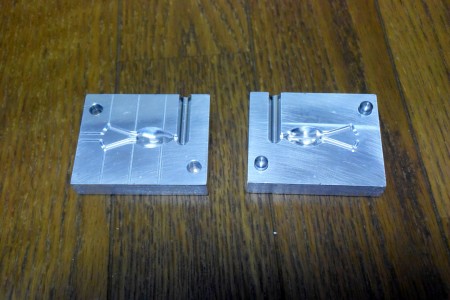
射出成形機に同梱されていた、サンプルのカエルのルアーの金型を使って試し射出成形してみました。
まずは、
取扱説明書を読みます。
アメリカから個人輸入したものなので当然全て英語です。
WARNING(警告)とか、break(壊れる)の単語がたくさん出てくるので、ちゃんと使い方を理解しないとヤバそうなのですが、
データはなく、この紙の取扱説明書だけなので、翻訳ソフトを使う事ができません。
更に訳した日本語が、聞き慣れない専門用語で意味が分からなかったり、
温度は華氏表記。長さはインチで、体積はオンスで記載されているので、単位の変換もしなければならなかったりして、
翻訳が本当に大変でした。
その作業がなんとか終わったので、
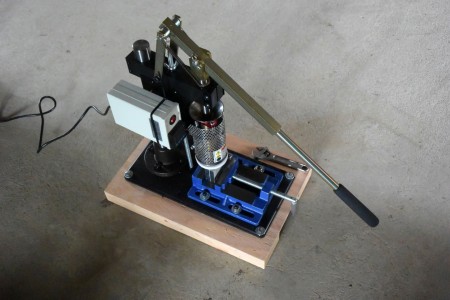
実際に使っていきます。
コンセントのプラグ形状や、電圧も異なったりしまして、アメリカの製品を個人輸入するとなかなかめんどくさいです。
CNCフライス盤のネットの情報も少なかったですが、射出成形は更に少なくて、参考情報もほとんど有りません。(というか、「個人 射出成型」で検索すると僕のブログが1番にヒットします(笑))

作業中はこの保護メガネ(ゴーグル)を常時着用します。

この保護メガネはちゃんとANSI(アメリカ版のJIS)で認定されています。
暗い所では何も見えないですが、
ANSIゴーグルですね。
…なんでもないです。
そして、

作業中は高温になるので、耐熱グローブも常に付けて作業します。

まず、ホットプレートで金型を予熱し、射出成形に適した温度に近づけます。(敷いているのはクッキングシートです)

プラスチックのペレットを射出機に入れ加熱していきます。
機械の温度設定も華氏で行います。
プラスチックの種類によっては事前に感想などの準備が必要になったり、加熱すると有毒なガスが発生する種類もあるようです(って書いてました)。ペレットの説明書をよく読みましょう。
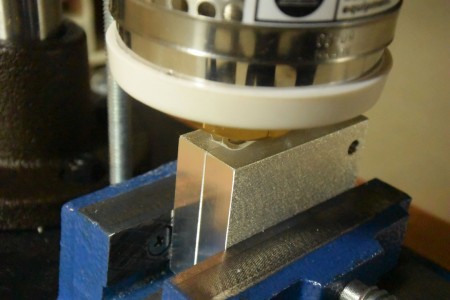
十分温まったらレバーを押し下げて、射出します。

こんな感じで最初の射出が完了しました。
金型を開けてみると、(ドキドキ)

初めてにしてはなかなかいい感じです。
でもカエルの足の先にポリプロピレンが届いていません。
熱が足りないか、押し込みが足りなかったのかもしれません。
プラスチックの温度を上げたり、金型の余熱を上げたり、レバーを押す力を強めたりして試行錯誤します。

何度か繰り返しているうちに、文句なしに成功しました。

成功(左)と失敗(右)。

ランナー(プラスチックが通る道)を取り除いて完成です。
という事で、射出成形のやり方は大体分かって来ましたので、今度はCNCフライス盤で作ったオリジナルの金型で、オリジナルのプラスチック製品を作ってみたいと思います。
個人メーカー化までもうすぐです。
ところで、華氏○度は英語で、
ディグリース・ファーレンハイト
って言うらしいですが
銀英伝っぽくてかっこいいので、ちょいちょい使っていこうかなと思います。
「今日は暖かいなと思ったら、35ディグリース・ファーレンハイトか。」
…みたいな。(※注:間違いコメント参照)
とりあえず今回はこんなところで(^-^)/
——
(追記)
気温で摂氏30度が だいたい 85ディグリース・ファーレンハイト
で 35ディグリース・ファーレンハイトはそうとう寒いと思いますです
あら、、ご指摘ありがとうございます。(u_u)
なにやら勘違いをしていたみたいです(汗)