
どーも(^-^)/岡本です。
素人の僕がCNCフライス盤で金型を作った記録#2の続きです。

カードを折り曲げるとホイッスルになる、カード型緊急用ホイッスルを作成中なのですが、
折り曲がるヒンジ構造は3Dプリンタでは再現できませんので、射出成型で挑戦しています。

前回、前々回と2度に渡って金型を変えてもプラスチックが充填しない「ショートショット」という状態になりまして「万策尽きた」とブログに書いた所、
ウェブ集合知の皆様から色々とありがたいアドバイスが。
その中でも
@oka6 空気が抜ける通路が無くないですか?
— 松本ジュンイチロー (@matsumosan_san) 2016年4月6日
@oka6 素人の意見ですが、空気が抜ける穴があった方が奥まで行きそうな気がします!(自転車のタイヤのとげは、空気の抜け道に残ったゴムというのをきいたことがあります)
— ㅤ (@anobiz) 2016年4月6日
空気穴がない事のご指摘が多く頂きました。
お恥ずかしながら全く気付かなかったです。
アドバイスを下さった皆様、本当にありがとうございますm(u_u)m
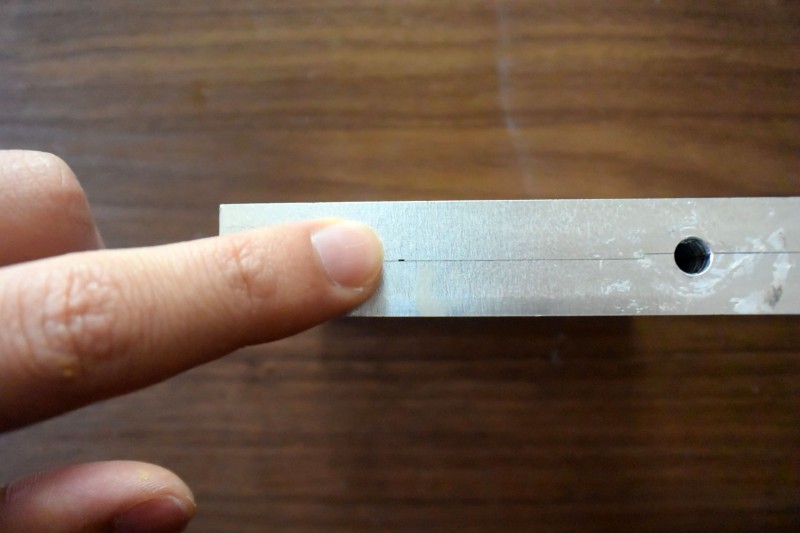
そして改めて、射出成型機に付属していたサンプル金型を見てみると、

なんか表面に線がありますね。
僕はこの線を単なるツールマーク(加工時の工具の跡)だと思い込んでいましたが、空気穴だった様です。
目で見てもよく分かりませんが、触った感じだと爪に少し引っ掛かるか引っ掛からないか程度で、多分、0.1mmも無いくらいだと思います。
そこで、
先日の金型に空気穴を空けて再度挑戦します。
空気穴による効果が明確に分かる様に多めに0.3mmの空気穴を削ってみます。

こんな感じの空気穴を合計3か所開けました。
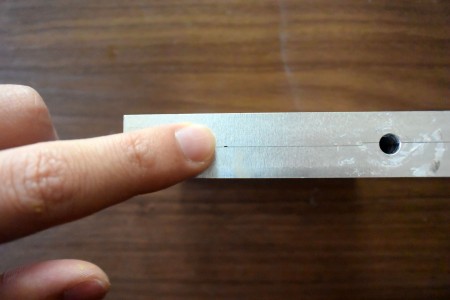
閉じるとこんな感じです。ちっちゃいです。

そして、再びの射出成型を行います。

今回さらにシリンダーの温度も高めに、このポリプロピレンの推奨設定は390~400度(華氏)だったものを425度にしてみました。
押し込んだ感じいつもよりもレバーが下がった気がしました。
お…これはもしかして、
「やったか?」
というフラグを立てつつ、金型を開いてみると、

→やってない
と、フラグを回収しました。
でも空気穴のおかげで前回より改善されてますね。

しかし、よく見ると樹脂がくっ付いてない部分があります。
カード型緊急用ホイッスルはカード型なので、厚みは1mm未満となり金型に熱が奪われ易いのです。
しかも手押しの射出機なので圧力もあまり高く出来ないので、難易度は結構高いんじゃないでしょうかね。
前の記事でその対策としてゲートを増やすアドバイスも頂いたので、ゲートを増やしまくった場合も挑戦してみたいと思います。
クリティカルパスが見えてきました。
とりあえず今回はこんな所で。では(^o^)/
———
(追記)
※緊急用ホイッスルカードの射出成型は結局、プロトラブズ様にお願いした話へ続く
※金型の試行錯誤は素人の僕がCNCフライス盤で金型を作った記録#4へ続きます。
うああ、惜しい!
CNCフライスの購入に迷っていてたどり着きました。
記事全部おもしろいです。
射出の続きが気になります ^ ^
ozzy様
喜んでいただいて嬉しいです(^-^)
ありがとうございます_(u_u)_
金型の締め付けは気にされてますか?
緩いと射出時の内側から型が押されて隙間から力が逃げますよ。
板状なのでフィルムゲートがいいかもしれません。
それでもダメならレバーを延長する。
石様
アドバイスありがとうございます(u_u)
金型はC型クランプで締めています。
レバーとフィルムゲートについては
試させていただきたいと思います
ありがとうございます。