
またまたやっております。
前回の素人の僕がCNCフライス盤で金型を作った記録#4の続きです。
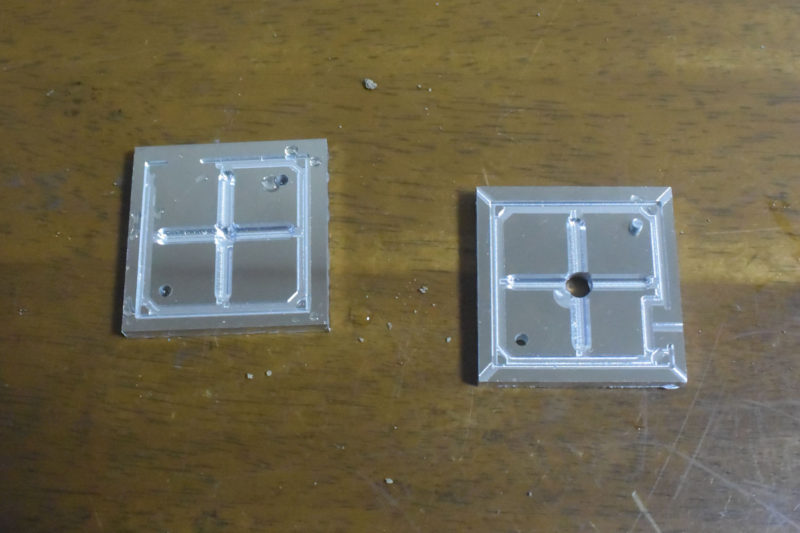
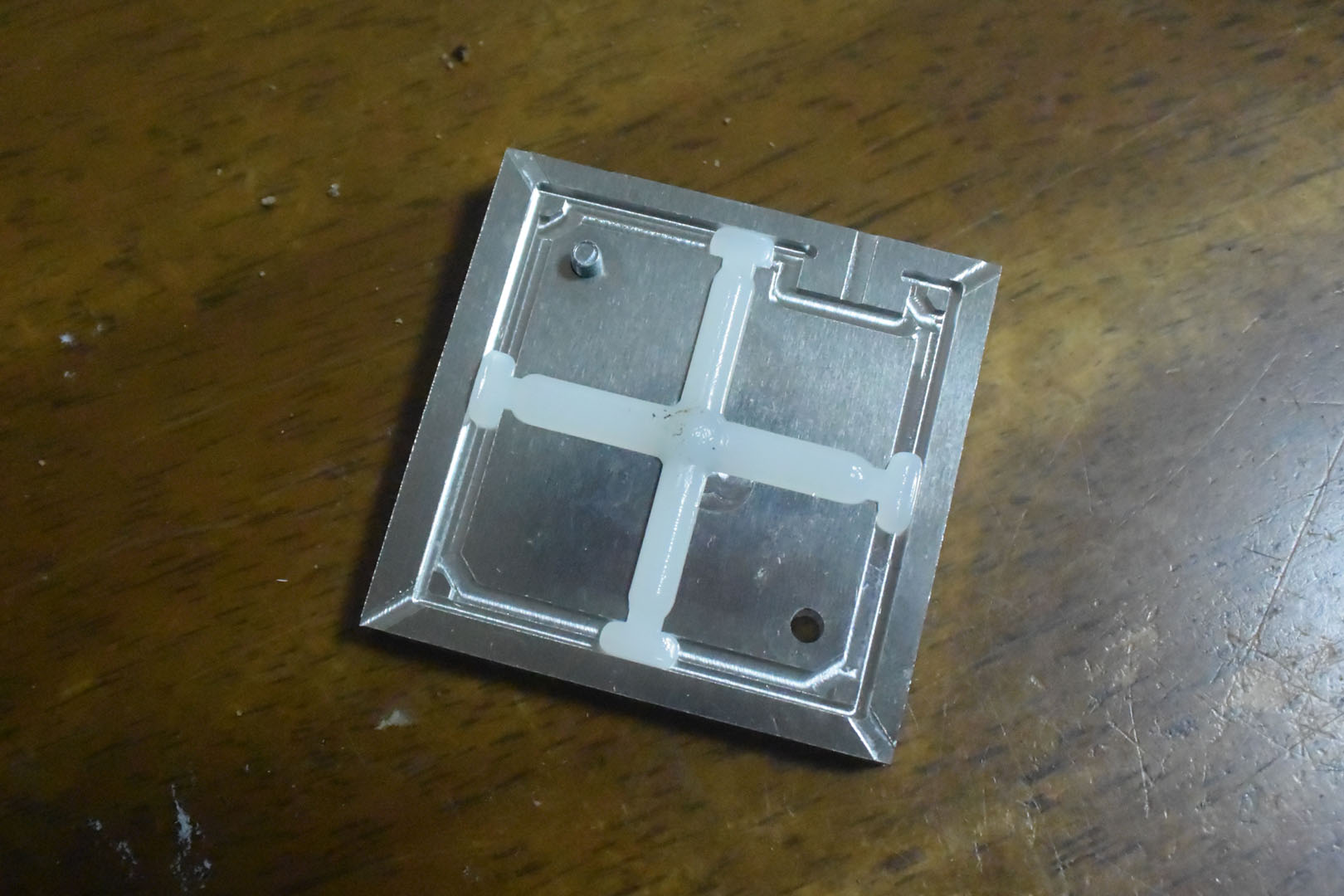
前回の時点で最も完成品に近かったのはこちらです。
フチの部分は2.8mm、内側の部分は1.8mmで、一部1.3mmの部分がありました。
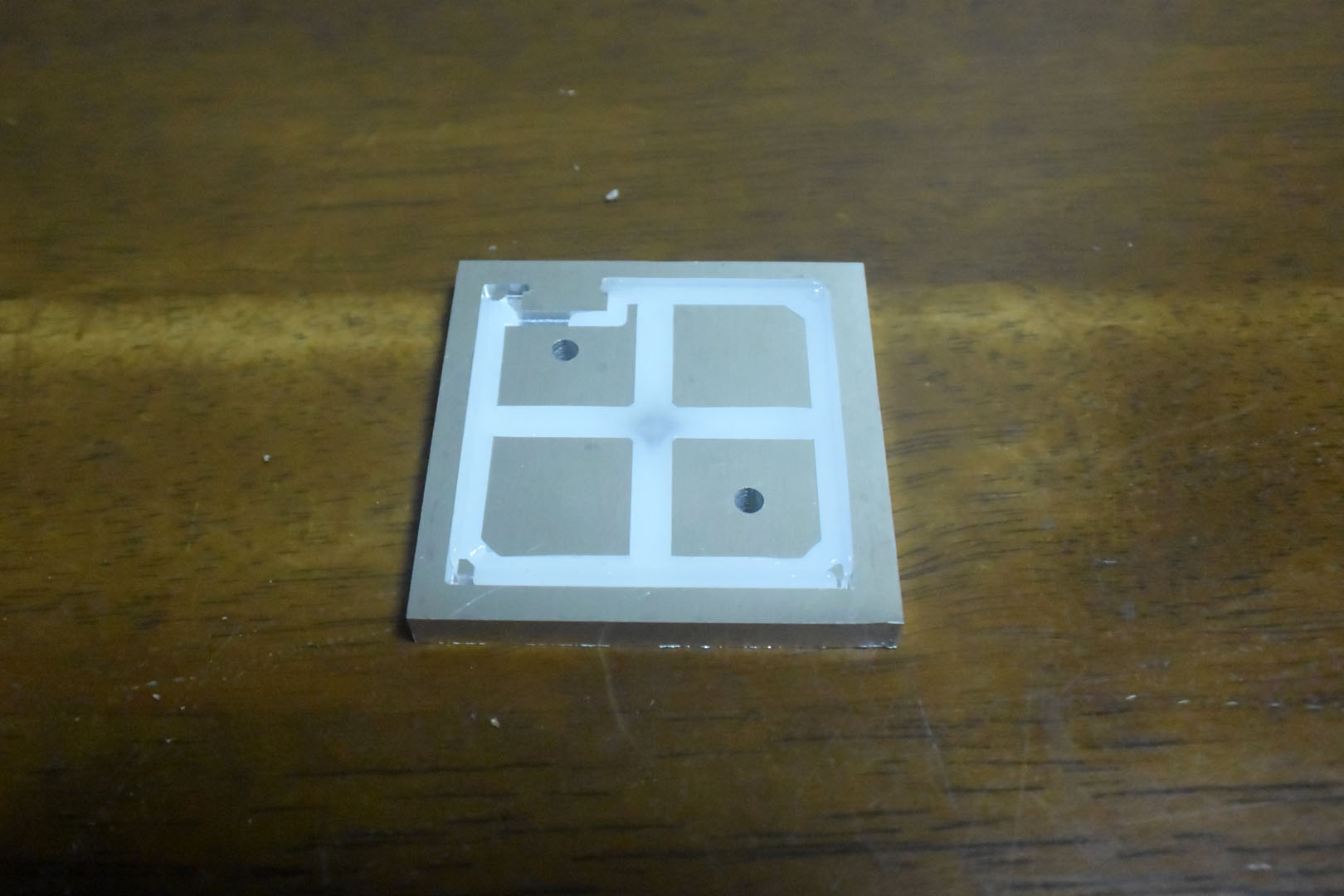
・・・しかし、前回のほぼ完成品を他のパーツと組み合わせてみたところ、ちょっと干渉してうまく合いません。
改めて計測しなおしてみたところ、フチの部分は2.3mm、内側の部分は1.3mm、一番薄い部分は0.9mmでないと他のパーツと干渉してしまうみたいでした。
つまり更に全体的に0.5mmほど薄くする必要がでてきました。手押しの射出成型機なので、薄ければ薄いほど難易度が上がります。1.8mmでも結構難しかったのに。
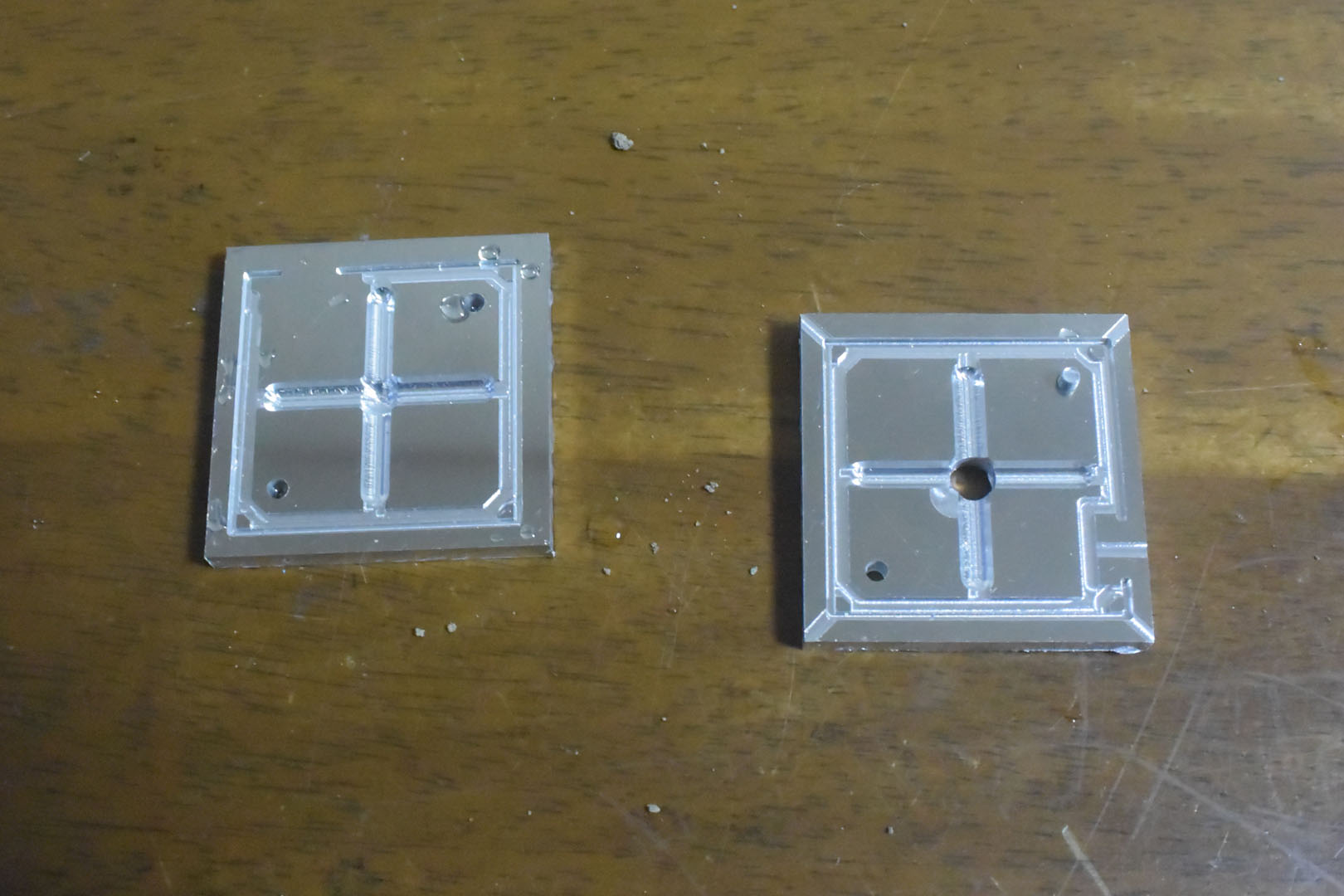
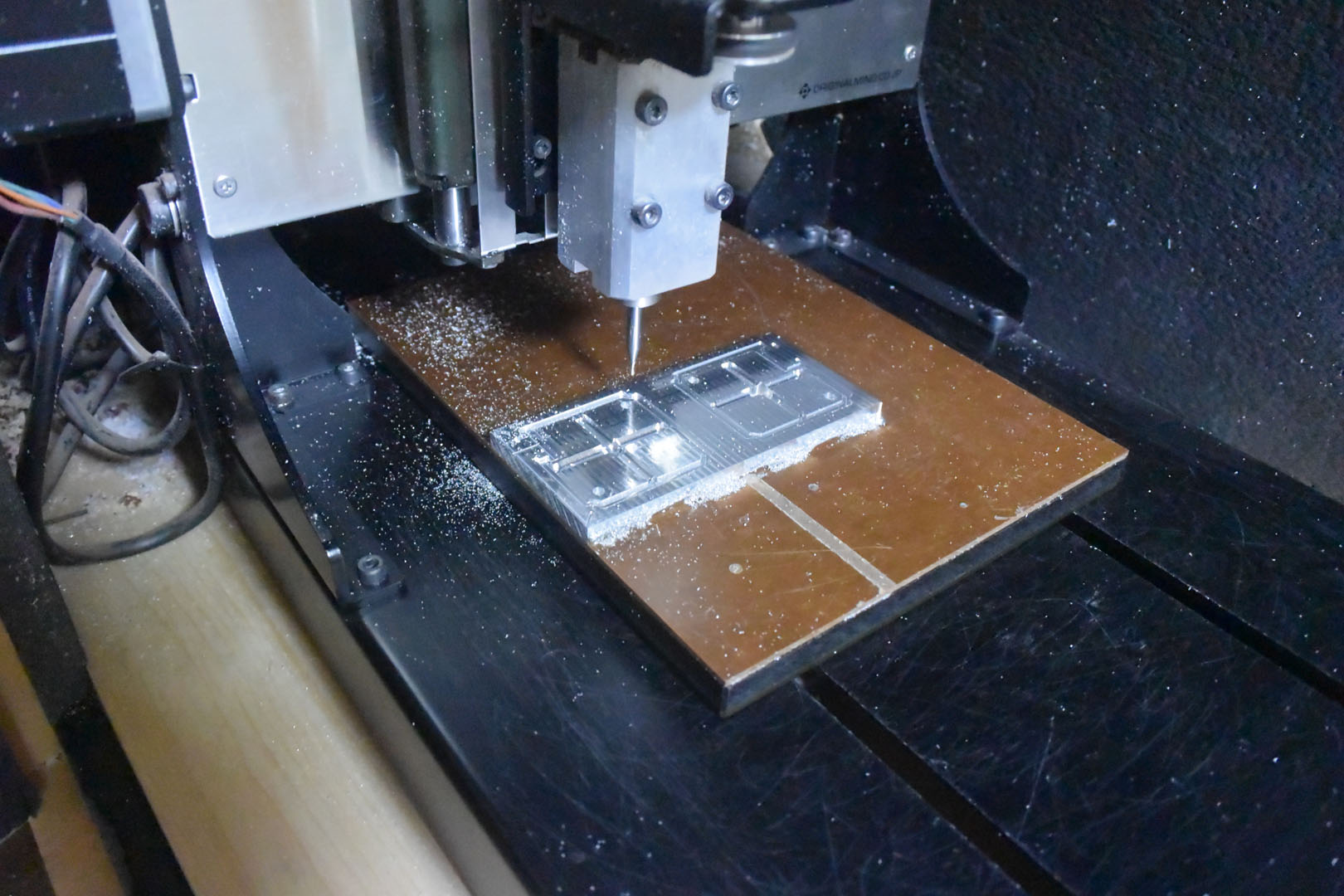
という事で、再度作り直した金型がこちら。
写真では分かりにくいですが、溝(=キャビティ)が浅くなっています。
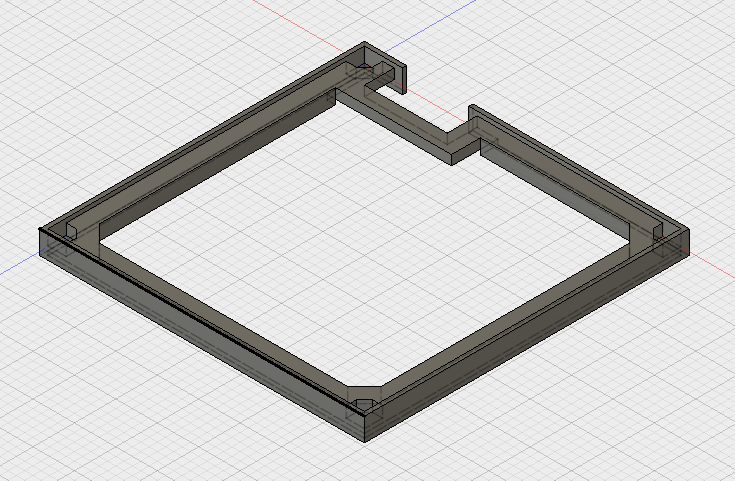
少しでも圧力がうまく伝わるように今まで正方形の断面だったランナーを円形の断面ににしました。
(まっすぐに削る用の刃(エンドミル)しか手持ちが無かったのですが、円形に削れる刃を発見しました。)

1回目。ショートショット(充填しない)。しかし、肉薄になったにも関わらず結構行ってます。断面を円形にしたおかげでしょうか。
しかし2回目でなぜか状態は悪化。
次、力をこめて3回目。力を入れすぎて金型を絞めていたクランプが外れてフラッシュになりました。

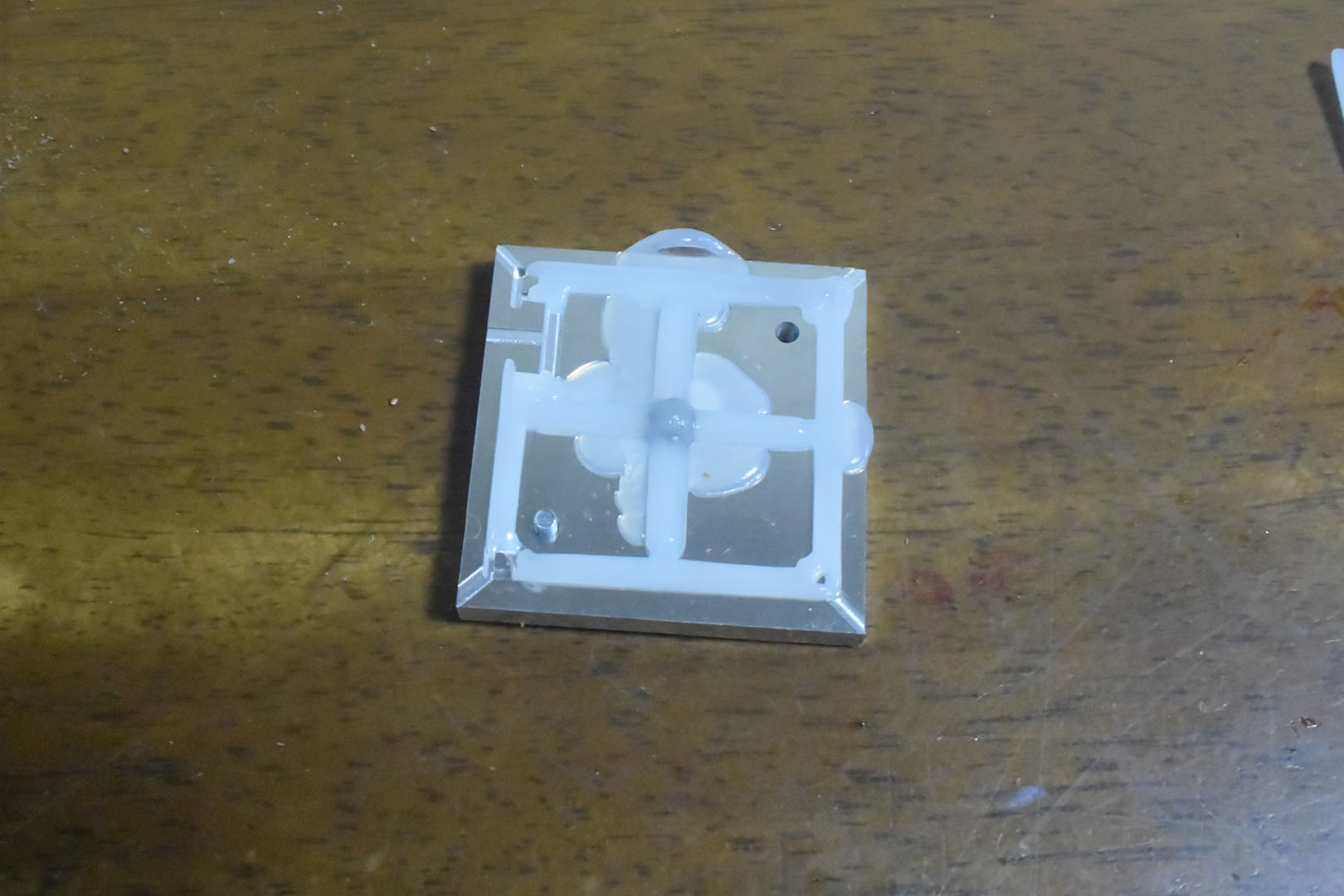
絞め直して4回目。すごいです。右上の厚み0.9mmの場所を除いてほぼ成功しています。
厚さ1.3mmのパーツも手押しの射出成型機で結構いけそうかも。
希望が見えてきました。
肉薄部品の場合は、温度は高めのほうが良い結果を得られやすいっぽいですね。
あと金型をもっと高温にしたらいけるのかな…100度(摂氏)くらいにしていたので。
つづきます。では(^-^)/~
(追記)
この金型で作ろうとしていたものが出来ました↓(結局プロに泣き付くという体たらく)
https://dailyportalz.jp/kiji/181002204071
こんにちは。通りすがりの金型屋さんです。
金型を作ったシリーズ、おもしろく拝見させていただきました。ランナー形状や配置、エア逃しまで工夫して改善されていて、すごいですね!
何とか金型屋さん的な目線で勝手にアドバイスさせていただくと、、
・フライスで削った面を目の細かい紙やすりなどで磨くと、樹脂のすべりがよくなって入りやすいと思います。
・金型大きくすると、熱容量が大きくなるので樹脂を注入したときに温度が下がりにくくなり、入りやすいかもしれないです。
・樹脂の収縮率ですが、あれは成形時の圧力で変化します。そして世に出回っている数値は、工業用の射出成形機での話ですので、何十~何百MPaという意味不明な力で金型にぶち込んだときの話なんです。。ですので実際に用いた金型と成形品の寸法を測って割り出すのが一番いいと思います。
個人的にはきびだんご制覇シリーズがツボです。調査の進展を心待ちにしております!
わわ、プロの方のアドバイス!ありがとうございます!
なるほど紙ヤスリと金型を大きくですか、ちょっと挑戦してみます!
プロの方に見ていただくのはお恥かしいです(/▽\*)